











Máquina automática de balanceo de rotor de motor de inducido de generador con cinco estaciones
Información básica
Modelo: ND-BFZSZ-5L-A
Descripción del producto
: N ° de artículo: ND-BFZSZ-5L-A Diámetro de la armadura: 80 ~ 115mm Dimensión: 200 X 1700 X 1800 mm Servicio posventa: Centro de servicio en el extranjero disponible Marcas: NIDE Origen: 2200rpm Fuente de aire: 0.4 ~ 0.6MPa Color: Ral9010 o según el cliente Especificación del requisito:
Descripción:
Para este tipo de máquina de balanceo de armadura de cinco estaciones, el inducido no necesita marcar, puesto directamente en el transportador, hay 5 estaciones de trabajo: estación de carga y descarga, estación de medición inicial, estación de corte lateral izquierda, estación de corte derecha y estación de remesa . Alta eficacia y precision.PLC controlado, todos los datos se pueden fijar en la pantalla táctil.
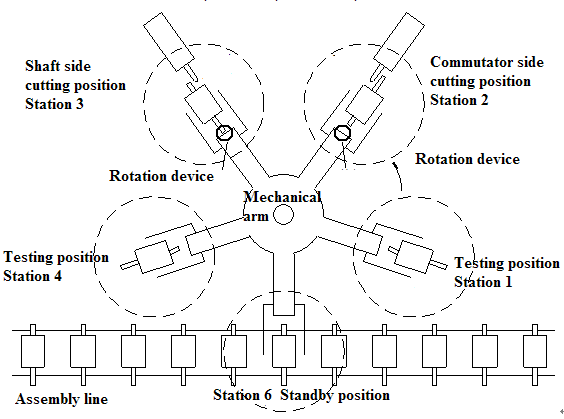
La máquina consiste en la estación inactiva (estación0), la estación de prueba inicial (estación1), el banco de trabajo de procesamiento final del conmutador (estación 2), el banco de trabajo de procesamiento del extremo del eje (estación3) y la estación de nuevo ensayo (estación 4). Además, también incluye cinco manos de máquina, línea de transporte, eje principal de perforación y dispositivos de división.
Parámetro técnico
El procedimiento de un solo círculo se ejecuta de la siguiente manera:
La línea de transporte lleva el inducido del generador a la estación inactiva (estación 0);
Las manos de la máquina lo transportan desde el reposo hasta la estación de prueba inicial (estación 1) hasta la medición de la masa del desequilibrio original, colocando el lugar y la profundidad correctos antes del proceso.
Las manos de la máquina mueven la armadura a la siguiente estación (estación 2) para procesar la cantidad de desequilibrio del extremo del conmutador.
Las manos de la máquina mueven la armadura del generador a la siguiente estación (estación 3) para procesar la cantidad de desequilibrio del extremo del eje. Antes de eso, la mano de la máquina girará 180 grados de la armadura para conducir el extremo del eje hacia fuera hacia.
Las manos de la máquina mueven el producto a la estación de nuevo ensayo (estación 4), midiendo el desequilibrio residual permisible. Antes de eso, la mano de la máquina girará 180 grados de armadura para llevar el extremo del eje hacia el interior hacia.
Las manos de la máquina mueven el producto de nuevo a la estación original (estación 0), mientras que la armadura se califica después de la prueba, la máquina coge siguiente de la estación inactiva para comenzar otra procesamiento redondo, buena volverá a la línea del transporte. Si el resultado no está dentro del desequilibrio residual permisible, el sistema de comando de la máquina volver a la primera etapa y reiniciar una copia. Hay cinco estaciones en esta máquina, por lo que es posible procesar cinco piezas en el tiempo medio.
Producción Tiempo de ciclo:
La manera del proceso es el método radial de la perforación, uso F6 ~ 8 taladradora; El tiempo de ciclo de 25 a 30 segundos por unidad en condición de desequilibrio inicial dentro de 300gmm.
Máquina de balanceo de armadura
Descripción:
Para este tipo de máquina de balanceo de armadura de cinco estaciones, el inducido no necesita marcar, puesto directamente en el transportador, hay 5 estaciones de trabajo: estación de carga y descarga, estación de medición inicial, estación de corte lateral izquierda, estación de corte derecha y estación de remesa . Alta eficacia y precision.PLC controlado, todos los datos se pueden fijar en la pantalla táctil.
La máquina consiste en la estación inactiva (estación0), la estación de prueba inicial (estación1), el banco de trabajo de procesamiento final del conmutador (estación 2), el banco de trabajo de procesamiento del extremo del eje (estación3) y la estación de nuevo ensayo (estación 4). Además, también incluye cinco manos de máquina, línea de transporte, eje principal de perforación y dispositivos de división.

Parámetro técnico
|
Items |
Details |
|
Type |
Five-station generator auto-balancing machine |
|
Main components configuration |
Cylinder: SMC Servo motor: Mitsubishi Sensor: KEYENCE,OMRON,CONTRINEX LCD touch screen: KEYENCE Control PLC: KEYENCE KV-3000 Stepping motor: Oriental Motor |
|
Armature Diameter |
Stack height: 30-100mm Armature diameter: Φ80~115 |
|
Balancing speed |
1500-2200rpm |
|
Milling method |
Drilling |
|
Power |
AC380V |
|
Air supply |
0.4~0.6Mpa |
|
Initial unbalance |
|
|
Cycle time |
25-30s |
|
Residual unbalance eccentricity |
Better than the national standard for Grade 6.3 |
|
Volume (length x width x height) |
2200 x 1700 x 1800 mm |
El procedimiento de un solo círculo se ejecuta de la siguiente manera:
La línea de transporte lleva el inducido del generador a la estación inactiva (estación 0);
Las manos de la máquina lo transportan desde el reposo hasta la estación de prueba inicial (estación 1) hasta la medición de la masa del desequilibrio original, colocando el lugar y la profundidad correctos antes del proceso.
Las manos de la máquina mueven la armadura a la siguiente estación (estación 2) para procesar la cantidad de desequilibrio del extremo del conmutador.
Las manos de la máquina mueven la armadura del generador a la siguiente estación (estación 3) para procesar la cantidad de desequilibrio del extremo del eje. Antes de eso, la mano de la máquina girará 180 grados de la armadura para conducir el extremo del eje hacia fuera hacia.
Las manos de la máquina mueven el producto a la estación de nuevo ensayo (estación 4), midiendo el desequilibrio residual permisible. Antes de eso, la mano de la máquina girará 180 grados de armadura para llevar el extremo del eje hacia el interior hacia.
Las manos de la máquina mueven el producto de nuevo a la estación original (estación 0), mientras que la armadura se califica después de la prueba, la máquina coge siguiente de la estación inactiva para comenzar otra procesamiento redondo, buena volverá a la línea del transporte. Si el resultado no está dentro del desequilibrio residual permisible, el sistema de comando de la máquina volver a la primera etapa y reiniciar una copia. Hay cinco estaciones en esta máquina, por lo que es posible procesar cinco piezas en el tiempo medio.
Producción Tiempo de ciclo:
La manera del proceso es el método radial de la perforación, uso F6 ~ 8 taladradora; El tiempo de ciclo de 25 a 30 segundos por unidad en condición de desequilibrio inicial dentro de 300gmm.
Máquina de balanceo de armadura

Grupos de Producto : Línea de enrollamiento de armadura > Otra máquina
Otros productos




Productos hot
Lámpara de LED Bombilla LED Fabricación Línea de producción de máquinasEje del motor Máquina de alimentación automática Máquina de producción del ejeMáquina de torneado de armadura automáticaMáquina de inserción de papel del aislador del estator del motor del generadorEnrollamiento automático completo de la bobina de campo magnético que forma la máquinaMáquina de inmersión del barniz del estator para el tratamiento del aislamiento del estatorMáquina automática de balanceo de rotor de motor de inducido de generador con cinco estacionesMáquina de inserción de papel de aislamiento de armadura para motor de corriente continua, motor de limpiaparabrisasGancho de Comutador Automático Gancho Hot-Stacking MachineHigh Effeciency Totalmente automático Cuatro estaciones de trabajo Stator Coil Lacing MachineMáquina automática de inserción de bobina de bobina del estator del motor de inducciónMaquinaria automática de la bobina de la bobina del rotorMáquina de bobinado de bobina de ocho estaciones de trabajoMáquina de bobinado de agujas Stator BLDCLínea de Ensamblado Automática de Máquina de Producción de Armadura de MotorMáquina de montaje automática de la producción del estator del motor (línea)